[焦點報導] 引進可轉向托盤 內飾材料龍頭企業掀起壁紙物流革命
文章來源:編譯/編輯部 文章來源/株式會社流通研究社《Material Flow》月刊

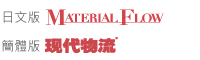
日本壁紙行業龍頭企業sangetsu株式會社,為了改變物流作業效率,獨創了可轉向托盤,將人工裝卸從耗時240分鐘降至30分鐘,裝卸時間縮短至原來的1/8,為深受“2024問題”困擾的日本產業界,提供了效率變革的新典範。
江戶時代創業的內飾建材企業
遭遇“2024年問題”
Sangetsu株式會社(下文簡稱:sangetsu)創立於1849年,初代創始人日比彌助以製作屏風、隔門的裱糊匠身份開啟創業之路。此後,sangetsu於1953年改制為股份制企業,2025年已迎來股份制創立72周年。
1956年,sangetsu以開始經營壁紙為契機,逐步擴充產品線至地板材料、窗簾、座椅面料等,發展為經營綜合內飾建材的企業。2014年,首位非創始人家族出身的社長就任,制定並推行中期經營計畫。在當前的中期經營計畫中,五大重點執行政策之一的“強化解決方案提供能力”,也在推進“物流體系佈局與功能上的拓展和強化”。
sangetsu的企業理念以“與所有人攜手,打造滿含安心與希望的空間”為使命,致力於實現“人人皆可暢談明日夢想的世界”。同時,sanget su的核心優勢在於擁有約12,000種豐富的產品品類,涵蓋壁紙、地板材料、布藝等,且常年推出約30種樣本冊。不過,sangetsu本身基本不具備生產製造功能,而是與各類製造商建立合作關係的“OEM”品牌商,這一定位頗具特色;儘管生產委託外部完成,但產品企劃等環節均由sangetsu自主負責,並非單純的貿易sangetsu。
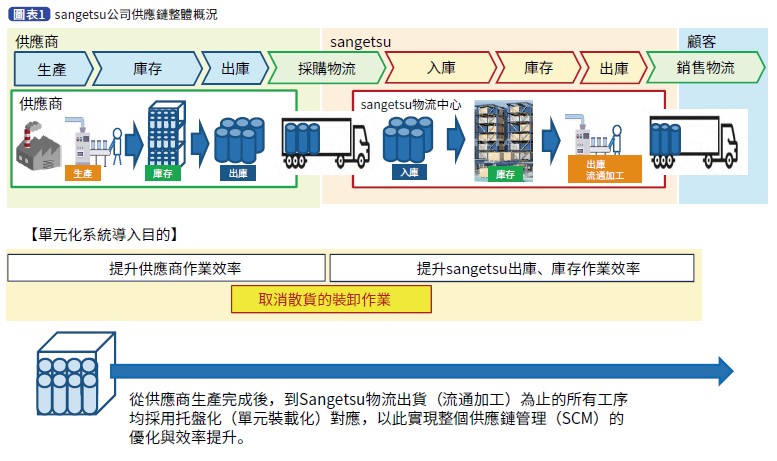
sangetsu在日本全國開設了8處可實地體驗商品的展廳,旗艦展廳毗鄰東京品川站;在日本全國佈局營業網點,承擔物流業務的物流中心共9處,加上沖繩的子集團,sangetsu構建了10個物流中心的物流網路。sangetsu還被選定為日本經濟產業省主導的“面向物流效率化的先進實證事業(以下簡稱本事業)”,補助企業積極投身物流改革。作為改革的一環,sangetsu引入自主研發的單元裝載系統,實現裝卸作業時間縮短約87.5%的成果,這一消息也受到物流行業的廣泛關注。為此,本刊走訪了該系統的落地現場,同時也是sangetsu旗艦據點的北關東物流中心(埼玉縣久喜市),圍繞引進原創單元裝載系統的原因、落地實施過程,以及取得的成果和未來的發展規劃進行了專訪。
12000個SKU商品
以次日配送方式
展開日本全國的商業戰略
sangetsu以打造“空間創造型企業”為發展目標,在這一商業模式下,sangetsu的核心業務是銷售以壁紙為核心的內飾產品。不過,此前在銷售產品的過程中,也會將派遣施工工人(含集團企業工人)作為裝修服務的一部分。如今,sangetsu正進一步拓展業務領域,涉足從空間整體的設計規劃到施工落地的全流程業務。同時,選材也不再侷限於壁紙、地板材料、布藝,還會為客戶挑選照明、傢俱等構成空間的各類要素。他們會根據客戶的需求,挑選sangetsu產品以外的各類商品如照明燈與傢俱等。從這個角度來說,sangetsu的業務不僅是銷售自有品牌的品牌商,更是為客戶提供整體空間解決方案的企業,並將自身定位為與內飾產品銷售相獨立的全新業務。
目前sangetsu整體經營約12,000個SKU的產品,總庫存量方面,壁紙約1,500萬平方米、地板材料約130萬平方米、窗簾約186萬平方米等,這些庫存分佈在包含旗艦中心在內的日本全國9個物流中心。每個物流中心並非常年都保有sangetsu經營的全部建材庫存,甚至部分物流中心會對部分產品採取無庫存模式,但北關東物流中心和關西物流中心幾乎保有全部SKU的庫存,sangetsu將這兩個據點作為旗艦中心,為日本其他物流中心進行庫存補充。物流企劃開發室長佃大輔表示sangetsu自身沒有生產工廠,但銷售自主企劃、開發的產品,因此各物流中心都具備一定的庫存保有量,以及產品出庫、配送的功能。目前,sangetsu在日本全國每天約有400條配送線路、運營約540輛貨車。原則上一條線路配備一輛貨車,但部分區域也會根據情況調配2至3輛。鮮為人知的是,建築行業的一大特點是配送前置時間極短,而sangetsu的基本運營體制是“今日接單,明日送達施工現場”,正因如此,才需要在日本各關鍵節點保有一定的庫存。sangetsu承接的訂單,大部分配送給代理商,也有部分直接配送至建築工地,或經由代理商配送至下游的內飾施工企業。如此一來,這座sangetsu的旗艦物流中心,必然需要保有相當規模的庫存。
【如欲閱讀全文,敬請訂閱】
更多精采文章
- 觀點 從傳統到智能 物流的變革與堅守-專訪《繁體版.物流技術與戰略》《簡體版.現代物流》雜誌社長 陳巨星
- 專欄 技術驅動·鏈路貫通 擁有技術差就抓住了未來
- 專欄 消費服務與流通業創新 如何重塑物流供應鏈
- 專欄 自動物流高速公路 來解決日本物流危機
- 專欄 激情與速度-88 年歷史的新竹物流,以不斷的變革來維持穩定成長
- 封面故事 無人化進一步加速 物流如何乘勢而飛
- 封面故事 破局與新生 物流地產的困境
- NEWS momo、酷澎與統一進入速度戰
- NEWS 中華郵政開辦 「國際e小包(ePacket)」 並停止收寄國際掛號小包服務
- NEWS 亞馬遜在千葉縣流山市 開設新的特許營運基地
- 市場點擊 高效賦能輪胎成品檢驗的智慧化升級 —全鋼成品檢驗智慧輸送系統落地實踐
- 專欄 中國大陸供應鏈物流的破局與遠航
- 專欄 以工業5.0 智慧製造強化精益生產來降低可持續供應鏈風險
- 封面故事 強化供應鏈效能 成為全球貿易中的關鍵地位 —FedEx 聯邦快遞桃園國際機場轉運中心
- 封面故事 打造差異化優勢 在物流設施領域佔據領先地位
- NEWS 三菱電機投資中國人形機器人開發公司Lumos
- NEWS 丸紅物流在泰國設立新公司 強化全球物流體系
- NEWS 日本大福公司2025全年營收達6607億日圓 刷新歷史新高
- NEWS 澳洲墨爾本最大的冷藏庫開始招租
- NEWS 越南冷鏈物流轉型為策略基礎設施
- 專欄 台灣宅配25年省思與未來挑戰Part 2
- 專欄 解碼中國製造業 從成長到全球化引領的內核
- 封面故事 觀察宅配快遞背後 既有韌性更有期待
- 國際物流 Lopia超市 為何在沒落商場裡開店
- 國際物流 越南電商&物流市場
- 封面故事 密集配送網路 如何實現全球精準規劃